1. Samsetning flutningskerfis pappírsskúffunnar.
Drifið á pappírsskúffunni samanstendur af hringlaga vals, lengdarskútu, færibandi, pappírsbrjósti og skútu. Bogamótið er aðallega notað til að teygja pappírslakann og koma í veg fyrir hrukkun, þannig að hraði hennar er samstillt við eða örlítið hraðar en pappírsiðnaðurinn; lengdarskúrinn þarf yfirleitt að vera um 1,2 sinnum hraðar en pappírshraði; færibandið rennur aðallega lokið pappírslakinu til að mynda stafla. Þess vegna eru fjórar akstursstýringarstjórnunarkröfur tiltölulega lágir hægt að nota tíðnisviðsstýringu með opnu lykkjunni og aðalstýringin til að mynda hraða keðjuhraða hraðamismunarstýringu getur uppfyllt kröfur.
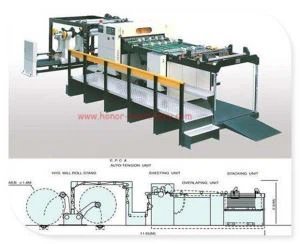
Tveir. Grunnstýringarkerfi pappírsskúffunnar (eins og sýnt er):
RS485 samskiptatækni er notaður á milli PLC og tíðni breytir, AC servo stjórna er notað fyrir pappír fóðrari og pappír skútu, og snerta skjár er notað til að stjórna stjórn á pappír skútu. Stjórnunin milli fóðrunarvalsins og skúffunnar á pappírsskúffunni er í raun mikilli nákvæmnihraðahlutfallsstýringu. Við þurfum aðeins að stjórna skurðhæðinni innan bilunar. Það er ekki eins og prentunarþrýstir sem krefjast nákvæmar stillingar. Því er stjórntækið fyrir háspennu stillt fyrir stjórn á brjósti og pappírsskúffunni og háhraði púlsins er framleiðsla af PLC sem gefið.
Þrjár, servó stjórna stjórna helstu leið servo stjórna.
Það skiptist aðallega í hraðaham, togstillingu og stöðu stjórna.
1. Hraði ham: gegnum inntak hliðstæða merki eða tíðni púls er hægt að stjórna snúningshraða, en ekki er hægt að stjórna henni beint með staðsetningu. Einnig er hægt að stilla ytri lykkju PID-stjórnina sem þarfnast stillingar fyrir ytri stöðu, en stöðumerki hreyfilsins eða stöðumerki beinna álagsins skal festa aftur í efsta stig fyrir notkun. Það er einnig hægt að nota mikið í hraðastjórnun flutningskerfisins. Þar sem stjórnin á milli fóðrunarvalsins og skúffunnar á pappírsskúffunni er í raun mikilli nákvæmnihraða hlutfallsstýringu, er einnig hægt að nota pappírsskrúðarstýringuna.
2. Snúningsstýring: Snúningsstýring er að stilla framleiðslugetu mótorássins með inntak ytri hliðstæða eða úthlutun beinna tölu. Hægt er að breyta stilltu toginu með því að breyta stillingum hliðstæðu þegar í stað. Þessi hamur er aðallega notaður í vinda og vinda sem hefur strangar kröfur um efnisstyrk. Í tækinu.
3. Stöðustýring: Stöðustýringarmáttur er yfirleitt í gegnum ytri inntakstíðni til að ákvarða stærð snúningshraða, í gegnum fjölda púlsa til að ákvarða snúningshorni, en einnig geta sumir servóar verið beint í gegnum samskiptahraða og tilfærsluverkefni. Vegna þess að stillingarhamur getur stjórnað hraða og stöðu mjög strangt er það almennt notað í staðsetningarbúnaðinum. Umsókn svæði eins og CNC verkfæri, prentun vélar og svo framvegis.
Vegna þess að stjórn á milli brjósti og skúffu pappírsskúffunnar er í raun hlutfallsleg háhraðahraðastýring, er staðsetningstýring almennt samþykkt, en háhraðahraðastýringarmynd stillingarstýringar er beitt. Í stjórn pappírsskúffunnar er staðsetning stjórnin notuð sem gefið inntak fyrir AC servo kerfi og stafræna tíðni almennt servo eining er notuð. Í ljósi þess er hægt að nota PLC til að gefa eða fylgjast með umritunarmerkjum. Hægt er að stjórna hraða hreyfilsins með því að stjórna tíðni tiltekins merki.