Í fyrsta lagi er uppbygging og vinnandi meginregla pappírs klippa vél
Það hefur mikla notkun, stór klippa stærð, sterkur sveigjanleiki og mikil framleiðsla skilvirkni. Einhliða pappírskúrinn er samsettur af vinnuvettvangi, pappírsþrýstibúnaði, pappírsþrýstibúnaði, pappírsskúffu og skúffuhlíf. Virkni vinnustöðvarinnar er pappírsstraumur og losun, þar sem yfirborðið hefur stálkúluna og loftholið komið á ákveðnum fjarlægð, hægt að gera pappírshópinn og vettvangurinn mynda loftpúðann, draga úr núnimótstöðu milli vettvangsins og gera pappír og pappír ljós auðvelt. Vinstri og hægri veggplatan, pappírsþrýstibúnaðurinn og vettvangur pappírsskúffunnar skal vera 90 gráður horn til að tryggja nákvæmni og samkvæmni pappírsstærðarsins. Hvort pappírspressan geti þjappað pappírshrollinn jafnt ákvarða einnig nákvæmni pappírsins. Almennt er því meiri þrýstingurinn á pappírspressanum, því betra sem pappírið kemur í veg fyrir að aflögun pappírsins hafi áhrif á skorið nákvæmni. Pappírspressan er með skrúfu uppbyggingu, vor uppbyggingu og vökva uppbyggingu. Vökvauppbygging blaðapressans hefur nægjanlega þrýsting og einföld aðlögunarstýring. Vinnaþátturinn er að olíudæla setur olíuþrýstinginn í tankinum ofan í olíulokið, ýtir handfanginu til að þrýsta á pappírsþrýstinginn, þrýstingurinn er stilltur af flæðislokanum og ofgnótt olían fer aftur í olíuna strokka í gegnum flæðislokinn.
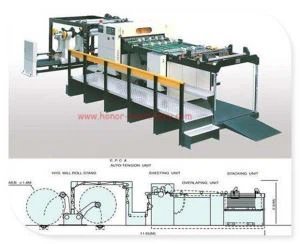
QZYW1300T vökva tvöfaldur stafrænn pappír klippa vél röð
Tveir. Sambandið milli blaðhornsins og skera nákvæmni
Því minni sem blaðbrúnin er, því skarpari blaðið er, því hærra sem skorið er nákvæmni, léttari álag á tækjabúnaðinum, því minni sem vélin er og því minni sem orkunotkunin er. En blaðhornið er of lítið til að vera og skemmt, sérstaklega þegar klipping er harður og þykkur pappír. Þess vegna er hentugur blaðhornið að mestu 22, en erfiðara efnið er 24 gráður / 22 gráður á tvöfalt hornblöð til að tryggja að nákvæmni sé skorin frekar.
Þrír. Sambandið milli skurðanna og klippa gæði
Skeri púði hefur það hlutverk að vernda blaðið og skera niður botn pappír. Practice hefur komist að því að gæði pappírsins sem skorið er af fyrsta hnífnum er ekki alltaf gott eftir að nýtt blað og púði er sett upp og brún grunnpappírsins má ekki vera hreinn, jafnvel hluti af pappírinu er hægt að skera stöðugt. Þetta sýnir að púðinn þarf ekki aðeins flathæð, heldur einnig með miðlungs skurðdýpt sem er ekki meira en 0,5 mm, og brún blaðsins er meira beinn og snyrtilegur. Þar sem blaðið og hnífapúðinn getur ekki verið alveg bein, til þess að tryggja að botnpappírinn sé skorinn jafnt, eru pappírsstrimurnar oft púði á bak við hnífapúða til að ná fram hugsjóninni "klippingu".
Fjórir. Vandamálin sem ætti að vera gaum að því að nota pappírsmótið
1, á friðartíma, ættum við að framkvæma góða smurningu og viðhald á mikilvægum hlutum, svo sem vélstýringu, skrúfu- og tengibúnaði og tímabundið viðgerðir, til að tryggja nákvæmni skurðar á vélinni; 2, rétt leiðrétting á vélinni til að tryggja að pappír sé skorinn í rétt horn. Pappírsþrýstibúnaðinn ætti ekki einungis að vera 90 gráður á vettvang, en einnig samsíða skúffunni. Fjölmiðlar ættu að stilla vinnuþrýstinginn í samræmi við mjúka og erfiða ástandið á blaðinu til að koma í veg fyrir að pappír brjóti og færist og tryggi skorið gæði.
3, rétta notkun á blað til að bæta nákvæmni vörunnar. Eftir að gróft blað er slitið af rafmagnsspennunni, skal nota "olíu steininn" og fínt slípiefni til fínn mala til að útrýma brúnum. Þegar klippt er er rétt að skera heilmikið af hnífum með mjúkum pappír, svo sem pappírsskrúfu og offsetpappír, til að skera brún blaðsins, útrýma brúnskrúfunni og koma í veg fyrir sprunga beinan skorið. Í stuttu máli getur rétta skilningur og leikni pappírs klippitækni, vísindaleg og skynsamleg notkun pappírsskera vél ekki aðeins dregið úr eða komið í veg fyrir ýmis mistök, aukið líftíma vélarinnar, heldur einnig bætt framleiðslugetu og gæði vöru.